

King Son Convertible IFP Superchiller Overview
King Son Convertible IFP Superchiller is a machinery, plant or laboratory equipment designed for the treatment of materials by a process involving a change of temperature such as cooling and refrigeration for refrigerated food process and beverage preservation.
King Son Convertible IFP Superchiller is also a machinery for the preparation of meat or poultry, is a food process and preservation equipment.
King Son Convertible IFP Superchiller is a Convertible Temperature Equipment that operates at a chilled, frozen, or variable temperature condition between approximately (+6°C/42.8°F to -12°C/10.4°F), which can display, processes and preserves merchandise and other perishable materials horizontally, semi-vertically, or vertically; with hinged transparent doors; that also has a user adjustable application temperature set point within the operating range of (+6°C/42.8°F to -12°C/10.4°F); and connected to a self-contained condensing unit.
King Son Convertible IFP Superchiller is a new refrigeration and food preservation solution for the modern AIoT-era. It is incorporated with A7 Intelligent Food-Tech Controller and designed with Constant Temperature and Humidity Multiple Points Monitoring and Servo Control Technology to perform Convertible Temperature Refrigeration System between precision refrigeration and precision freezing for 5 novel next generation refrigeration technologies.
-
King Son Constancy Precision Refrigeration Technology (0°C/32.00°F to 6°C/42.80°F)
-
King Son Constancy IFP Chilling Technology (0°C/32.00°F – above Initial Freezing Point of food)
-
King Son Constancy IFP Superchilling Technology (-1.5°C/29.30°F to -2°C/28.40°F, just below Initial Freezing Point of food)
-
King Son Constancy IFP Superchilling Thawing/Tempering Technology (-2°C/28.40°F to -5°C/23.00°F)
-
King Son Constancy Precision Freezing Technology (-12°C/10.40℉)
-
that preserves and processes food in uniform conditions and environments, with temperature fluctuations ±0.3°C/0.54°F and humidity fluctuations ±5%. King Son Convertible IFP Superchiller is an AIoT machine which incorporates King Son Real-Time Cloud-Based AIoT Operation Tracking and Monitoring APP System and Platform for remote distance servicing and collaboration – thus helping build new partnership opportunities through IoT eco-system.
-
It is mainly, specifically designed applied for fresh fish and meat to process and preserve by King Son Constancy Superchilling Technology, at -1.5°C/29.30°F to -2°C/28.40°F, just below Initial Freezing Point of food, with thin freezing in the outer layer of the food that maintains food freshness to extend shelf-life and retains high food quality and also suppress growth of harmful microbes. Superchilling is potential and substantial alternative for freezing.
-
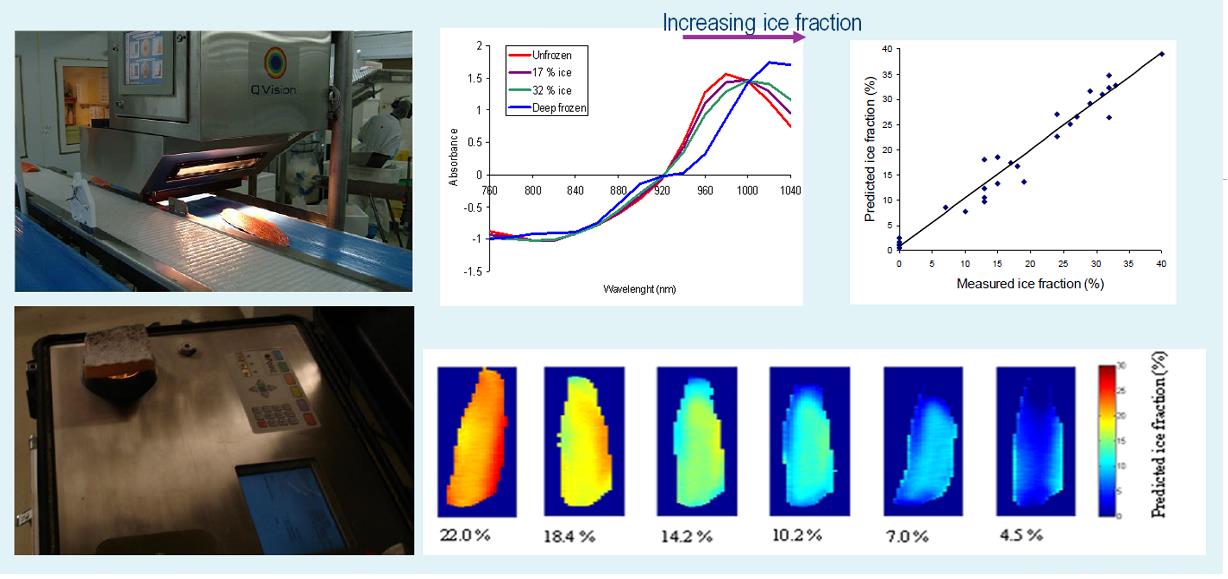
Figure 1. SUPERCHILLING test at SINTEF, Norway
-
(Source:
-
SUPERCHILLING! A new technology to have your food products fresher than fresh
-
The Initial Freezing Point (IFP) is the temperature in at any fixed pressure at which the liquid and solid phases of a substance of specified composition is in equilibrium. The freezing point of water is 0°C/32.00°F.
-
It is designed by King Son Constant Temperature and humidity multiple points monitoring and servo control technology to produce, achieve and perform superchilling conditions that meets the requirements for superchilling process and preservation.
-
0.01°C/0.018℉ controlled resolution in constant temperature above Initial Freezing Point, with controlled temperature fluctuation ±0.3°C/0.54°F
-
0.1% RH controlled resolution in constant temperature & humidity above Initial Freezing Point, with controlled humidity fluctuation ±5% RH.
-
To prevent freeze denaturation of food, superchilling temperature does not fall below the point where freezing is discernible (i.e. -2°C/28.40℉)
-
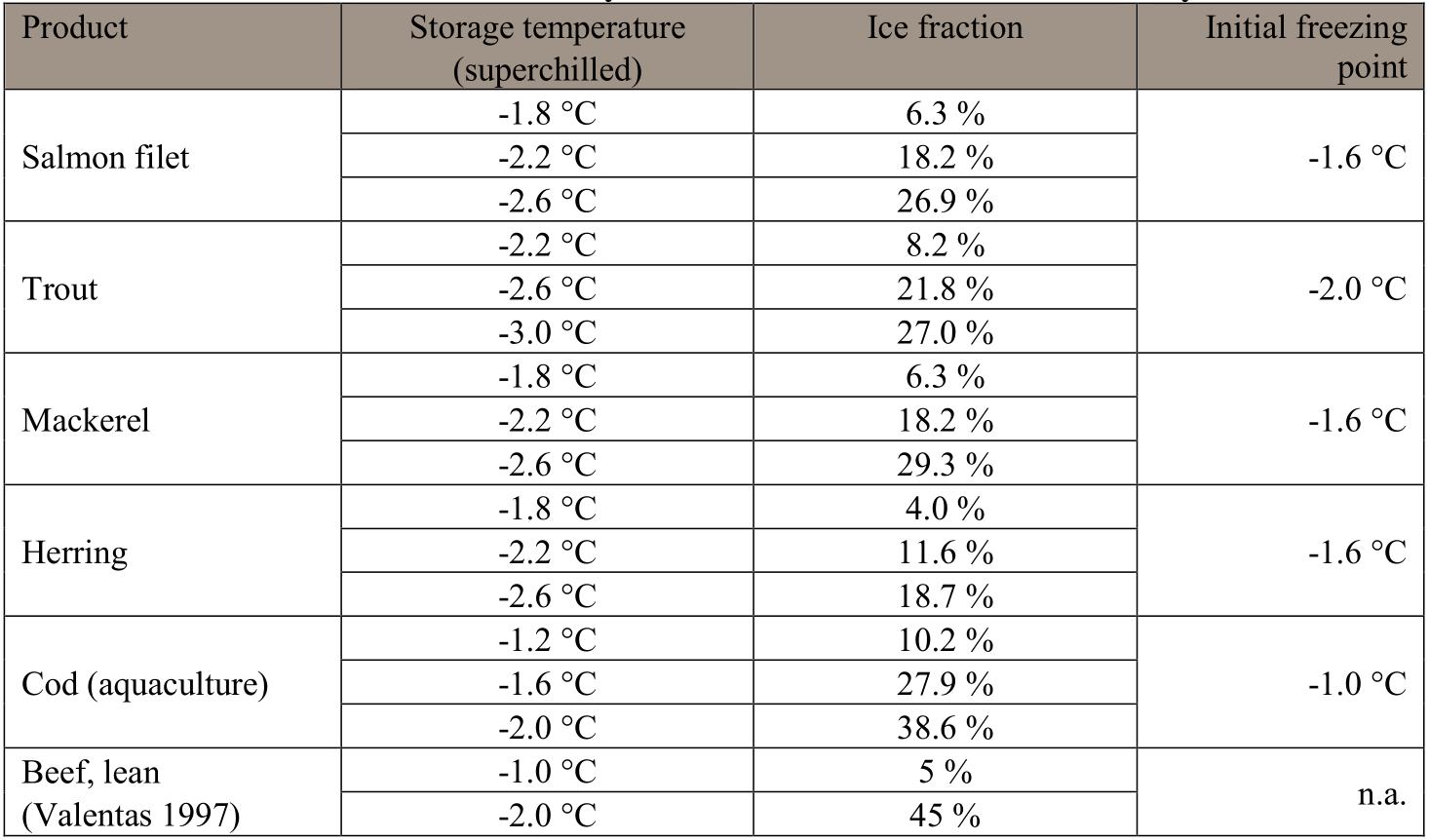
To avoid low quality influences in the superchilled food, recommended the degree of superchilling (ice fraction) is between 5% and 30% inside the products and that ice fraction larger than 30% inside the product will result in low quality of the food. Therefore, optimal 20 % ice fraction has been recommended.
-
EC Marketing Regulation 1234/2007, Fresh poultry is defined as that which has been kept at temperatures between -2°C/28.40℉ and 4°C/39.20℉.
-
USA poultry meat kept above -3.3°C/26.06℉ can be marketed as ‘fresh’ (US Poultry products inspection regulations 9CFR381)
-
-
-
-
Michael Bantle et al./ SINTEF Energy Research/ Superchilling of organic food, Part 1: Concept, State-of-the-Art and Potential for small scale implementation, page 15
-
(Source:
-
The term ‘superchilling’, is also called partial freezing, light freezing, and deep chilling, which describe a food process and preservation method, where crust freezing, with thin freezing in the outer layer of the food, about 10% to 30% of food's water content is frozen, without complete freezing. During superchilling, the temperature of food is lowered to between -1.5°C/29.30°F to -2°C/28.40°F, below the initial freezing point of food. After initial surface freezing, the ice distribution equilibrates and food obtains a uniform temperature at which it is maintained during preservation.
-
Fresh foods demand novel refrigeration methods to preserve food products at controlled low temperature through complete cold chain from production, transportation and storage. Storage temperature is important in all stages of the products shelf life, and storage by producer, the retailer and the consumer. The market opinion survey results are fresh foods are better than frozen foods. Therefore, the demand for keeping the food fresh is increasing, and the requirement for keeping the right temperatures are essential. It is therefore important to develop and promote what and how the superchilled products with a low content of ice do have the same quality characteristics as fresh products.
-
Superchilling have great potential to enable safe, high quality and long term storage of foods without the consumer perceived detrimental effects of freezing. Energy and environmental benefits are envisaged due to reduced heat loads and higher storage temperatures (when compared to frozen food).
The main efforts now are how to use the experimental research knowledge to produce industrial economic scale in the food industry.
In the fast-moving food industry of today, keeping up with the competition is of vital importance. Customers demand better and “newer” products almost every other day, and they also expect affordable prices and high availability. Being able to meet these demands means inventing new food products and using the best technology for processing them and keeping them fresh, tasty and healthy. With decades of product liability testing instrument experiences and as a Food-Tech equipment manufacturer, King Son is able to provide a wide variety of high-quality, state-of-the-art King Son Convertible IFP Food-Tech Chamber for food industry.
King Son Convertible IFP Superchiller commercializes superchilling to process and preserve food for industrial scale economic value
-
King Son Convertible IFP Superchiller is a novel generation Food-Tech equipment after traditional refrigerator and freezer, which is designed with King Son Constancy IFP Superchilling Technology to process and preserve food in the temperature of -1.5°C/29.30°F to -2°C/28.40°F, just below Initial Freezing Point (IFP) of food, with thin freezing in the outer layer of the food that maintains food freshness to extend shelf-life and retains high food quality and also suppress growth of harmful microbes, in which the controlled constant temperature and humidity conditions, with temperature fluctuation ±0.3°C/0.54°F and humidity fluctuation ±5 %.
-
After initial surface freezing, the ice distribution equilibrates and food obtains a uniform temperature at which it is maintained during preservation.
-
King Son Constancy IFP Superchilling Technology is designed to produce
-
0.01°C/0.018℉ controlled resolution in constant temperature above Initial Freezing Point, with controlled temperature fluctuation ±0.3°C/0.54°F.
-
0.1% RH controlled resolution in constant temperature & humidity above Initial Freezing Point, with controlled humidity fluctuation ±5% RH.
-
-
King Son Convertible IFP Superchiller commercializes the economic value of superchilling at -1.5°C/29.30°F to -2°C/28.40°F, just below Initial Freezing Point (IFP), for food process and preservation in food industry.
-
The initial freezing points of most foods are between -0.5°C/31.10℉ to -2.8°C/26.96℉.
-
King Son Convertible IFP Superchiller’s application.
-
Fresh hold, freshness contained.
-
Preservation.
-
Thawing.
-
Tempering.
-
Crust Freezing.
-
-
CHAPTER 8 Fahrenheit THERMAL PROPERTIES OF FOODS, Table 3 Unfrozen Composition Data, Initial Freezing Point, and Specific Heats of Foods.
-
CHAPTER 9 Celsius THERMAL PROPERTIES OF FOODS,Table 3 Unfrozen Composition Data, Initial Freezing Point, and Specific Heats of Foods.
By what and How King Son IFP Superchiller does superchilling process and preservation?
-
The superchilling technology can be divided to two stages – superchilling process and superchilled storage/preservation.
-
Stage 1, superchilling process: food is superchilled to its initial freezing point of food;
-
Stage 2, superchilled storage: by removing the latent heat of crystallisation in the food for superchilled storage
-
-
In superchilling process stage, food is superchilled by pre-cooling function in King Son Convertible IFP Superchiller to the initial freezing point of food so that the latent heat of crystallization can be removed firstly and then forms ice nuclei. The heat removal rate and the numbers formed ice nuclei depends on the temperature difference between the cooling media and the product.
-
Why choose King Son for the best superchilling storage and preservation solutions?
-
King Son Convertible IFP Superchiller provides food ideal IFP Superchilling process condition and preservation environment.
-
Superchilling process and preserve food naturally and safely in King Son Convertible IFP Superchiller.
-
King Son Convertible IFP Superchiller monitor and control Superchilling controlled factors.
-
King Son Convertible IFP Superchiller provides UVC Air Ventilation Bacteriostatic System for antibacterial and microbiological control.
-
King Son Convertible IFP Superchiller is available to preserves food in Superchilling.
-
-
King Son Convertible IFP Superchiller provides food with an ideal uniformity conditions and environment, where processes and preserves food in controlled constant temperature at -1.5°C/29.30°F to -2°C/28.40°F, just below Initial Freezing Point (IFP) of food and 95% high humidity conditions, with temperature fluctuation ±0.3°C/0.54°F and humidity fluctuation ±5% and that embraced in UVC air ventilation bacteriostatic environment which ensures food storage and preservation safety.
-
Superchilling is a new method preserved food fresh for a whole month, without the use of chemical additives, examples include salt in water, alcohol in water, or the mixing of two solids such as impurities in a finely powdered drug.
-
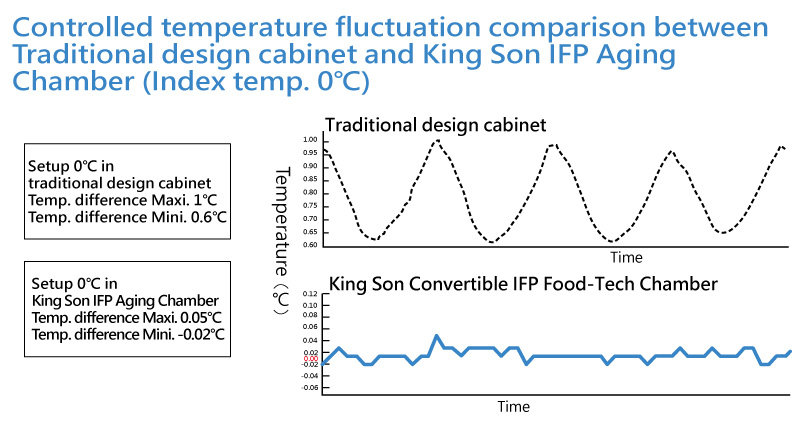
Temperature, with fluctuation ±0.3°C/0.54°F.
-
Temperature fluctuation affects food quality and safety.
-
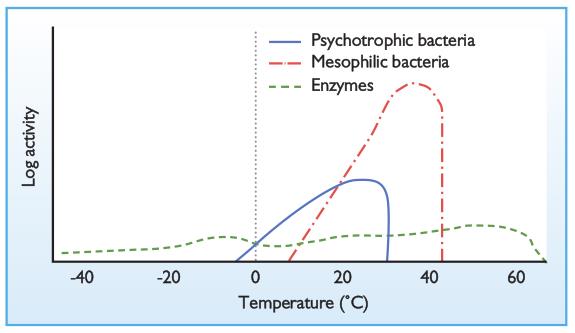
It is well known that both enzymatic and microbiological activity are greatly influenced by temperature that temperature changes have greater impact on microbiological growth than on enzymatic activity for food safety.
-
-
Figure 2. Relative enzyme activity and microbial growth rate in relation to temperature (Andersen et al., 1965)
-
(Source:
- The evolving story of fish shelf-life management, International Meat Topics — Volume 1 Number 1, Page 1,
- http://www.positiveaction.info/pdfs/articles/mt1.1p11.pdf )
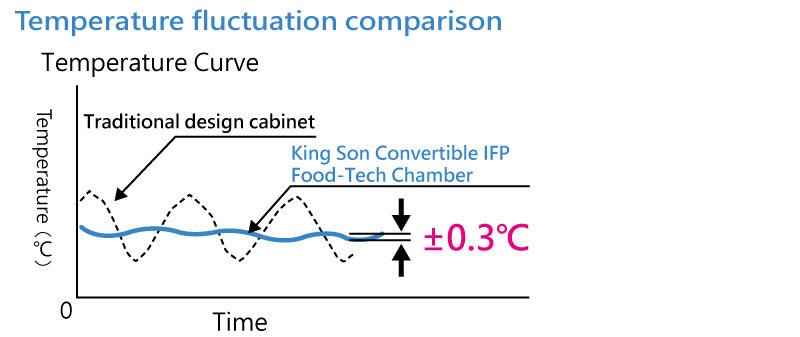
- To eliminate temperature fluctuation impacts on food quality and safety, King Son researched, developed and launched King Son Constancy IFP Superchilling Technology in 2015 that provides a unique constant temperature stability ±0.3°C/0.54°F, which reduces the traditional temperature fluctuation from ±5°C/9℉ down to ±0.3°C/0.54°F.
-
In addition, it should also be noted that reducing temperature variations to a minimum extent during superchilling storage is of great importance. Minor temperature changes may lead to ice melting and recrystallization, thus changing the size and distribution of ice crystals inside food, and increasing the amount of myofiber detachment or breakage during storage, eventually resulting in drip loss after thawing. Therefore, keeping a stable temperature is critical for reducing drip loss during superchilling storage and preservation.
-
King Son Convertible IFP Superchiller is a flexible and effective Superchilling storage and preservation equipment that can meet the demands and fulfill the requests of more research on how to control and keep the required storage temperature after initial surface freezing. The Superchilling preservation temperature should be stable enough to avoid significant levels of ice crystal growth that can cause structural damage during the storage of the superchilled product as well as to keep the degree of superchilling within a narrow margin.
-
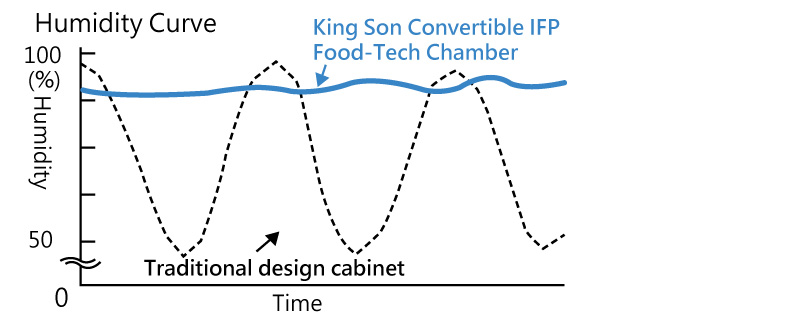
Related Humidity, with fluctuation ±5%
-
The amount of humidity should be monitored closely, because too much will allow disproportionate microbial growth, whereas too little will cause excessive shrinkage.
-
The humidity of the preservation conditions should be over 90 percent and the air velocity should be low to minimize food dehydration.
-
King Son Convertible IFP Superchiller is designed to produce 0.1% RH controlled resolution in constant temperature & humidity above Initial Freezing Point, and controlled humidity fluctuation ±5% RH.
-
-
Air velocity
-
It is equally critical since it acts as a medium for moisture removal from the superchilled area. Inadequate air velocity will permit undue moisture to condense on the product, and as a result, off-flavors and aromas, as well as spoilage, will occur. On the other hand, if the air velocity is too high, this will result in excessive surface drying, with resulting weight and trim losses.
-
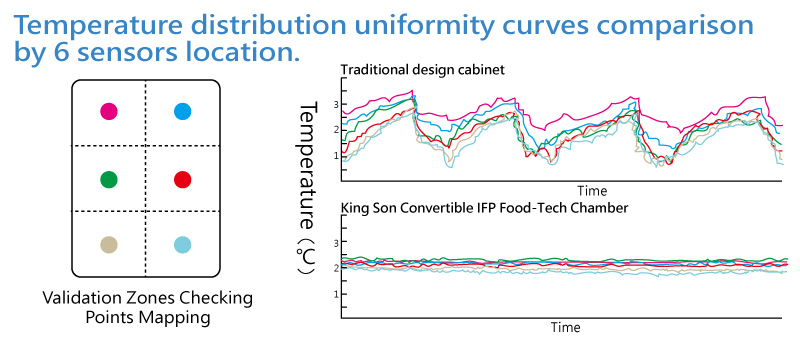
King Son Convertible IFP Superchiller is incorporated with 360° Air Cooling System, it is a unique design of the wind field, thru that cooling air inputs into to the chamber that produces uniform temperature distribution, so that cooling is more stable, efficient and allows for accurate temperature distribution uniformity inside the chamber.
-
Temperature distribution uniformity curves comparison by 6 sensors location
-
King Son Convertible IFP Superchiller provides UVC Air Ventilation Bacteriostatic System for antibacterial and microbiological control
-
The use of ultraviolet (UV) light to eliminate bacterial cells is well known for fresh meat. A more sophisticated approach to manage the superchilling process and preservation is to install UV. Air is through the sealed UV channel to circulate in the superchilling zone of the chamber.
-
King Son UVC Air Ventilation Bacteriostatic System remove the micro-organisms in the chamber enables a safe superchilling food process and preservation environment.
King Son Convertible IFP Superchiller preserves food in Superchilling temperature
-
Once finished superchilling process, King Son IFP Superchiller can switch the process mode to superchilling preservation that preserves food in superchilling (-1.5°C/29.30°F to -2°C/28.40°F), with temperature fluctuation ±0.3°C/0.54°F and humidity fluctuation ±5% which extends the shelf life of the meat for 3 – 4 weeks.
-
The aim of superchilling is to preserve food products at temperatures just below their initial freezing point; low enough to substantially reduce bacterial activity but high enough to avoid significant levels of bigger size ice crystal growth as frozen does that can cause food structural damage.
-
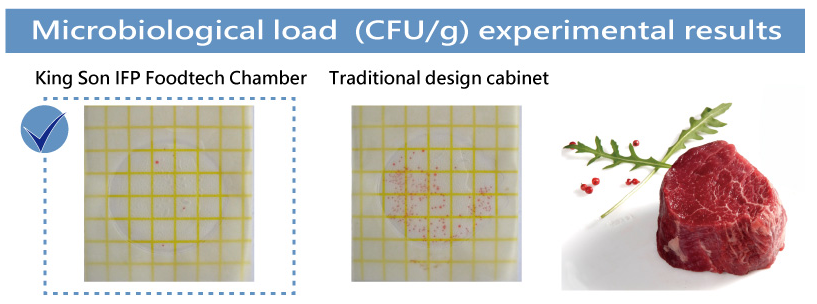
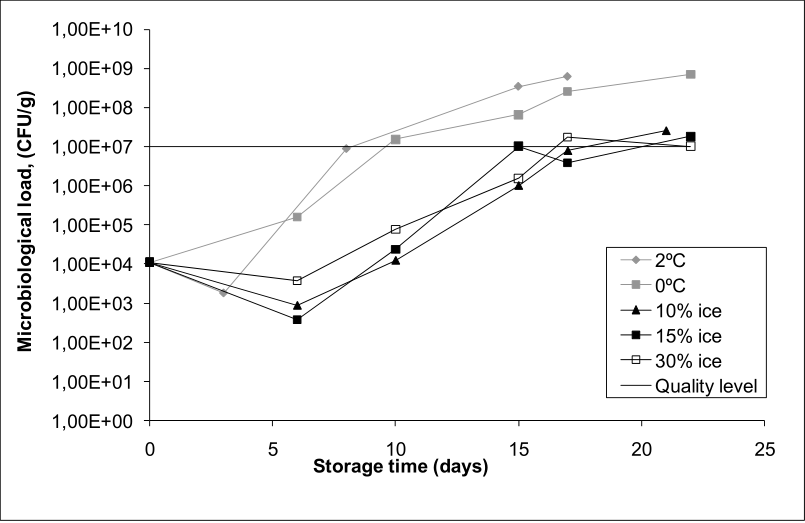
The quality limit of 107 CFU/g represents a usual microbiological quality measure, above which food is regarded as unfit for human consumption.
-
Figure 3. Microbiological load (total count) for unpacked chilled and superchilled salmon fillets
-
(Source:
-
Stevik, A.M. 2007. Microbiological level of unpacked, chilled and superchilled salmon fillets. In SINTEF Energy Research, Trondheim
King Son IFP Superchiller is designed for mechanical freezing process to treat food crust freezing and super-chilling process at standard speeds.
-
Batch superchilling by mechanical freezing method to process and preserve thin or flat products, including high-value individually quick-frozen (IQF) products.
-
Batch crust freezing to stabilize soft food and confectionery by mechanical freezing method before further processing.
-
Improve throughput, yield and hygiene for delicious product in slicing process operation.
-
Batch superchilling raw meats by mechanical freezing method for safer chilled storage, preservation and distribution.
-
Food types available application
-
Meat
-
Poultry
-
Sea food
-
-
Benefiting high-volume impingement freezer producers requiring rapid superchilling processes in food processing factory. King Son Convertible IFP Superchiller serves as a superchilling storage and preservation solution for superchilled foods in retailers operating in the final stages of superchilling value chain.

-
Figure 4. Shell (crust) freezing of pork neck in impingement freezer for superchilling.
-
(Source: Superchilling and supercooling
-
King Son Convertible IFP Superchiller is well-suited for food retailer and food processing factory who needs to store fast mass production superchilled thin, flat and high value IFQ food products (that normally finished crust freezing, superchilling process by blast chiller, Mechanical freezer, Cryogenic freezer and Impingement freezer).
-
King Son Convertible IFP Superchiller provides food with an ideal uniformity conditions and environment, where processes and preserves food in controlled constant temperature at -1.5°C/29.30°F to -2°C/28.40°F, just below Initial Freezing Point (IFP) of food and 95% high humidity conditions, with temperature fluctuation ±0.3°C/0.54°F and humidity fluctuation ±5% and that embraced in UVC air ventilation bacteriostatic environment which ensures food storage and preservation safety, achieved 3-4 weeks longer shelf life.
-
King Son Convertible IFP Superchiller Super-chilling process food surface, the moisture is kept in food, with 95% high humidity storage environment, resulting in minimal dehydration losses and maximum yield.
-
Shorter super-chilling process time than freezing does.
King Son IFP Superchiller Application in Processing, Storage and Quality of Cook-Chill or Cook-Freeze Foods
-
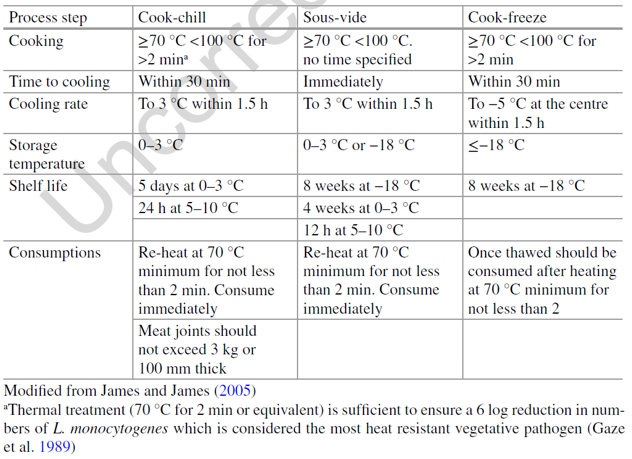
The cook-chill system is a preservation technology where food is fully cooked at usually <100°C/212.0℉ and then food is subsequently chilled rapidly and stored under controlled conditions where the final core temperature is maintained above the freezing point, at 0°C/32.00°F to -3°C/26.60℉.
-
Now “superchilling preservation” are being used to extend the shelf-life of food by maintaining food’s storage temperature at -1°C/30.20℉ to 2°C/35.60℉, below freezing temperature.
-
Superchilling could increase the shelf-life of cook-chill.
-
Cook-freeze foods are treated and processed the same way as cook-chill foods, but the final food product is either super-chilled (that cooled and maintained at 1°C/32.80°F to 2°C/35.60°F below the freezing point of food) or frozen-chilled (that frozen at a temperature of below -30°C/-22.00℉ and then thawed to 5°C/41.00℉ when needed).
-
Table 7.1 Processing requirements and shelf life of cook-chill, sous-vide and cook-freeze products
-
(Source:
-
Atef Elansari et al./Processing, Storage and Quality of Cook-Chill or Cook-Freeze Foods
What is cook chill? What is King Son Cook IFP chilling preservation method?
-
A food preservation method in which it is prepared and portioned, cooked, and then either chilled by commercial blast chiller to
-
3°C/37.40℉ in a central kitchen. Cook-chill preserves food for up to four days before it is reheated for eating, or
-
IFP Chilling temperature, between 0°C/32.00°F and above IFP (initial freezing point) of food, without freezing it, and then preserving it in King Son Convertible IFP Superchiller for over than four days to 2-3 weeks, before it is reheated for consumption.
-
The methodology – King Son Cook IFP chilling preservation method is simple to do, all it needs is a standard blast chiller that current mechanical refrigeration techniques are well able to rapidly chill cooked food to IFP Chilling temperature, at between 0°C/32.00°F and above IFP (initial freezing point) of food, without freezing, and then, to preserve cooked foods, transfer in King Son Convertible IFP Superchiller by King Son Constancy IFP Chilling Technology for longer shelf life, with IFP Chilling 2 – 3 weeks storage, before it is reheated for eating (no thawing needed).
-
What is cook freeze? What is King Son Cook IFP Superchilling preservation method?
-
A Food preservation method in which it is prepared and portioned, cooked, and then either chilled by commercial blast chiller to
-
Frozen to -20°C/-4.000℉ in a central kitchen. Cook-freeze preserves food for up to eight weeks before it is reheated for eating, or
-
Superchilling temperature, 1.5°C/29.30°F to -2°C/28.40°F, below initial freezing point of food, with thin freezing in the outer layer of the food, and then preserved in King Son Convertible IFP Superchiller for 3 - 4 weeks. Has advantage of thawing more quickly, before being reheated for consumption.
-
